一、前言
近年来,随着新能源汽车对动力电池性能要求的提高,圆柱电池转塔飞行焊技术呈现出积极的发展趋势,在保障动力电池焊接质量和效率方面发挥着关键作用。新耐视NewTFW圆柱电池转塔变速飞行焊接子系统主要用于圆柱电池集流盘和极柱的飞行焊接,焊接速度最高可达2000mm/s以上,支持多种焊接轨迹,显著提高激光器的工作时间占比,最大化设备效益。
二、工艺介绍
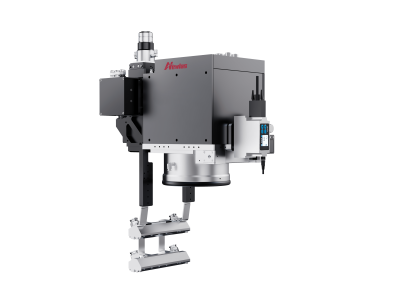
圆柱电池转塔激光焊接设备包括支撑组件、焊接组件和测速组件。

- 支撑组件包括支撑台、支架、旋转台和转盘,支架和旋转台间隔布置在支撑台的台面上,转盘上具有多个沿转盘周向间隔布置的定位工装;
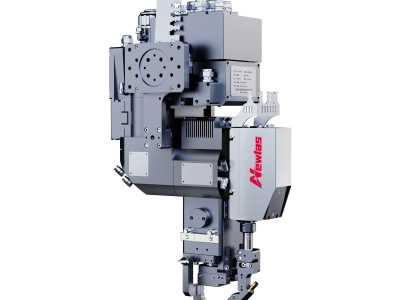
- 焊接组件包括振镜焊接模块,振镜焊接模块位于支架的顶部;
- 测速组件可以实时采集速度和位置,并调整相应的焊接工艺参数,保证焊接工艺的一致性。
三、系统优势
系统开始运行后,转盘进行高速旋转,NewScan振镜焊接头能够自适应地跟随转盘转动,对沿转盘周向间隔布置的定位工装实施动态飞行焊接。
在转盘的启动、停机以及转动变速过程中均能进行适配性焊接加工,无需转盘停机后焊接加工,减少了间隔停留时间,提高了焊接效率,同时保证了焊接的精度和质量稳定性。
- 高速飞行焊接,设备的最高转速可达200°/s,焊接速度可到2000mm/s;
- 变速焊接,可支持加速度为2000°/s²的速度变化情况;
- 多扫描图形,支持各类直线、圆、圆弧、椭圆、正弦线、螺旋线等及其组合图形的焊缝轨迹;
- 变速飞行测试,可进行全域实时补偿,对工件旋转速度不稳定以及产线启停时的速度变化情况进行自动补偿,保持焊接稳定性。
四、解决方案
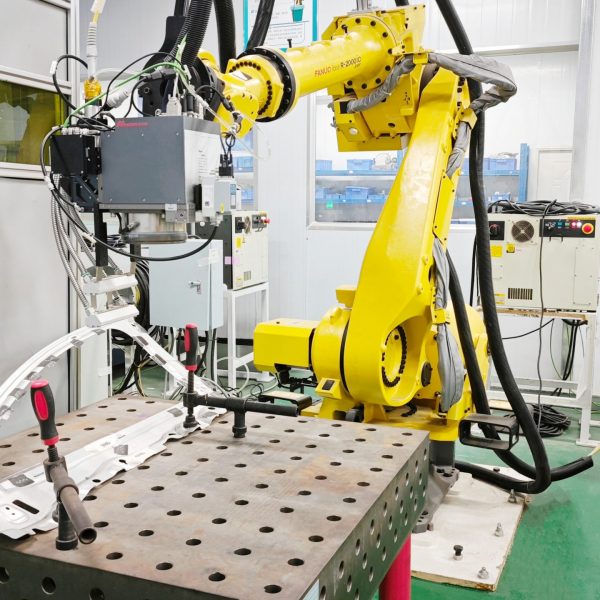
新耐视圆柱电池转塔变速飞行焊接子系统将关键核心器件通过焊接工艺控制柜连接,从而形成密切协作易于控制的整体。
中央控制PLC和传感器向控制柜发送运行指令,由工艺控制柜管理激光器、NewScan振镜焊接头等一系列与激光焊接工艺相关的其他部件协同工作。
NewTFW圆柱电池转塔变速飞行焊接子系统解决方案

五、应用场景
目前主要用于圆柱电池集流盘和极柱的飞行焊接。

新耐视公司将不断升级NewTFW圆柱电池转塔变速飞行焊接子系统,拓展电池适配性,以满足不同型号、尺寸和性能要求的圆柱电池焊接需求;改进控制系统和算法,提升焊接精度和质量;与先进的激光技术、自动化技术、检测技术等深度融合,实现更复杂的焊接工艺和更高效的自动化生产流程。